

Laser Cutting Brass Aviation Stainless Parts Long Inner Threaded Tube Acrylic

Laser Cutting Brass Aviation Stainless Parts Long Inner Threaded Tube Acrylic

Laser Cutting Brass Aviation Stainless Parts Long Inner Threaded Tube Acrylic

Laser Cutting Brass Aviation Stainless Parts Long Inner Threaded Tube Acrylic

Laser Cutting Brass Aviation Stainless Parts Long Inner Threaded Tube Acrylic
লেসার কাটিং ব্রাস এভিয়েশন স্টেইনলেস যন্ত্রাংশ লং ইনার থ্রেডেড টিউব এক্রাইলিক
সহনশীলতা: + / - 0.006 মিমি {+ / - 0.01 মিমি সারফেস জারণ কোনও আপত্তি নেই
বিশেষ উল্লেখ: অঙ্কন এবং নমুনার প্রয়োজনীয়তা অনুসারে কাস্টমাইজড
ভূমিকা: পেশাদার হার্ডওয়্যার আনুষাঙ্গিক প্রক্রিয়াকরণ কারখানা
বিশেষ উল্লেখ: অঙ্কন এবং নমুনার প্রয়োজনীয়তা অনুসারে কাস্টমাইজড
ভূমিকা: পেশাদার হার্ডওয়্যার আনুষাঙ্গিক প্রক্রিয়াকরণ কারখানা
অনুসন্ধান পাঠান
এখন চ্যাট করুন
বিবরণ
প্রযুক্তিগত পরামিতি
পণ্যের বর্ণনা
1. যন্ত্রাংশ
2.non-মানক
3. উচ্চ নির্ভুলতা
4. স্টেইনলেস স্টিল
৫. সংক্ষিপ্ত বিতরণ সময়
বন্দর: নিংবো / সাংহাই বন্দর
MOQ: 100 টুকরা
সরবরাহের ক্ষমতা: 18,000,000 টুকরা / মাস
প্রদানের শর্তাদি: টি / টি, ওয়েস্টার্ন ইউনিয়ন, পেপাল ইত্যাদি
প্যাকেজিং: স্ট্যান্ডার্ড এক্সপোর্ট প্যাকিং
বিতরণের সময়: 15-25 দিন, পরিমাণের উপর নির্ভর করে
| পদ | বিবরণ |
| পণ্যের নাম | যন্ত্র অংশ |
| কার্য প্রক্রিয়া | মুদ্রাঙ্কন, গভীর মুদ্রাঙ্কন, নমন, খোঁচা, থ্রেডিং, ldালাই, আলতো চাপ, riveting |
| উপাদান | অ্যালুমিনিয়াম, তামা, পিতল, স্টেইনলেস স্টিল, স্টিল, লোহা, খাদ, দস্তা ইত্যাদি |
| শেষ | মসৃণতা; ক্ষয়প্রাপ্তি; স্যান্ডিংপাউডার লেপ; ভ্যাকুয়াম ধাতুপট্টাবৃত; নিকেল, দস্তা, টিন, সিলভার প্লাটিং ইত্যাদি |
| সহ্য | 0.01mm |
| মোড়ক | ইনার-প্লাস্টিক ব্যাগ; আউটার-স্ট্যান্ডার্ড কার্টন বক্স। |
| ব্যবহার | সকল ধরণের গাড়ি, যন্ত্রপাতি, বাড়ির সরঞ্জাম, বৈদ্যুতিন পণ্য, বৈদ্যুতিক সরঞ্জাম, স্টেশনারী, কম্পিউটার, পাওয়ার সুইচ, ক্ষুদ্রতর সুইচ, আর্কিটেকচার, পণ্য এবং এ / ভি সরঞ্জাম, হার্ডওয়্যার এবং প্লাস্টিকের ছাঁচ, ক্রীড়া সরঞ্জাম এবং উপহার এবং আরও অনেক কিছু |
| মান নিয়ন্ত্রণ | আইএসও / টিএস16949: 2002 এবং আইএসও14001: 2004 সিস্টেম দ্বারা পরিচালিত। |
| অ্যাপ্লিকেশন | অটো, মোটর সাইকেল, শিল্প, ariculture আমার, আসবাবপত্র, লিফট, ইত্যাদি |
| যন্ত্র সরঞ্জাম | সিএনসি মিলিং জিজি অ্যাম্প; টার্নিং মেশিন, জেনারেল মিলিং জিজি অ্যাম্প; টার্নিং মেশিন, নাকাল মেশিন। |
| ফাইলের বিন্যাস | সলিডওয়ার্কস, প্রো / ইঞ্জিনিয়ার, অটো সিএডি, পিডিএফ, জেপিজি |
| সেবা | উষ্ণ এবং দ্রুত প্রতিক্রিয়া পরিষেবা পেশাদার রফতানি বিক্রয় দল দ্বারা সরবরাহ করা বহু বছরের জিজি # 39; মার্কিন যুক্তরাষ্ট্র, ইউরোপ, জাপান এবং অন্যান্য দেশ ও অঞ্চলগুলিতে রফতানি পরিচালনা করার অভিজ্ঞতা। |
| পরিদর্শন | আইকিউসি, আইপিকিউসি, এফকিউসি, কিউএ |
পণ্য প্রদর্শন
")
")
অ-মানক যন্ত্র যন্ত্রাংশ
উপাদান: স্টেইনলেস স্টিল
প্রক্রিয়াজাতকরণ: সিএনসি মেশিন সেন্টার, তুরপুন
1. সম্পূর্ণ মেশিনিং পরিষেবাদি:
যন্ত্রাংশ, সিএনসি মেশিনিং যন্ত্রাংশ, সিএনসি মিলিং এবং টার্নিং অংশগুলি, সিএনসি মিলিং অংশগুলি, সিএনসি ল্যাথিং টার্নিং অংশগুলি, নাকাল অংশগুলি, স্ট্যাম্পিং অংশগুলি, assemblyালাই এবং ফোরজিং অংশগুলি, সমাবেশ পরিষেবা।
2. বিভিন্ন মেশিনিং সামগ্রী:
স্টেইনলেস স্টিল মেশিনিং যন্ত্রাংশ, মিশ্র ইস্পাত যন্ত্রের অংশগুলি, পিতল মেশিনিং অংশগুলি, ব্রোঞ্জ মেশিনিং অংশগুলি, তামা মেশিনিং অংশগুলি, অ্যালুমিনিয়াম মেশিনিং অংশগুলি, প্লাস্টিকের যন্ত্র যন্ত্রগুলি, বা গ্রাহক নির্দিষ্ট।
3.Finishes:
অ্যানোডাইজিং, ইলেক্ট্রোপ্লেটিং, পলিশিং, পাউডার লেপ, ব্ল্যাকেন, কঠোরতা, পেইন্টিং এবং বিভিন্ন অংশের চিকিত্সা।
৪.মানের নিশ্চয়তা:
আইপিকিউসি প্রতিটি পদক্ষেপের প্রতিটি অংশবিশেষকে পরিদর্শন করে; মাইক্রোমিটার, উচ্চতা গেজ, প্রজেক্টর পরিমাপ মেশিন দ্বারা চালানের আগে 100% পরিদর্শন, পরিমাপ মেশিন (সিএমএম), ect।
যে কোনও অযোগ্যতা আমাদের দ্বারা দায়বদ্ধ হবে।
৫. সুবিধা:
অ-মানক / মানক / ওএম / ওডিএম / কাস্টমাইজড পরিষেবা সরবরাহ করা হয়েছে
উচ্চ নির্ভুলতা, সহনশীলতা ± 0.006 be হতে পারে ~±0.01মিমি
কোনও এমওকিউ, কোনও পরিমাণ সীমিত নয়
দ্রুত নেতৃত্বের সময়
ডিআইএন, জেআইএস, এএসটিএম, এআইএসআই, বিএস, জিবি স্ট্যান্ডার্ড পূরণ করতে পারে
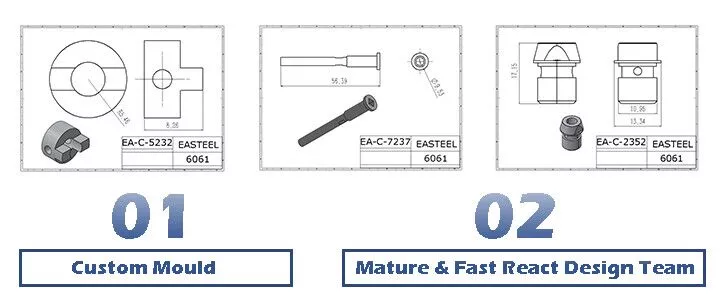
আপনার প্রয়োজনের জন্য কাস্টম পার্টস ডিজাইন করার জন্য আমাদের কাছে পেশাদার ইঞ্জিনিয়ার টিম রয়েছে, আমাদের কাছে রেডিমেড স্ট্যান্ডার্ড ছাঁচ রয়েছে যা আপনার খরচ এবং সময় সাশ্রয় করতে পারে। আমরা আপনার প্রয়োজন অনুযায়ী ওডিএম / ইএম পরিষেবা, উত্পাদন নকশা এবং ছাঁচ ডিজাইন বেস সরবরাহ করি। ভর উত্পাদনের আগে নমুনা সরবরাহ করা, আপনার পক্ষে সব ঠিক আছে তা নিশ্চিত করুন।
সারফেস চিকিত্সা

EASTEEL উচ্চ প্রযুক্তির উত্পাদন লাইন এবং পৃষ্ঠের চিকিত্সা লাইন দিয়ে সজ্জিত, এবং আপনি রঙগুলিও কাস্টম করতে পারেন urআমাদের উত্পাদন প্রক্রিয়াটি আইএসও 9001 স্ট্যান্ডার্ড এবং কঠোর মানের নিয়ন্ত্রণকে নিশ্চিত করে।
![Q@~2R~6G01YDJ$O]ARS5L$N](https://www.pride-cnc.com/Content/uploads/2020572095/20200720120052e584557864a84b66ae9d58aa686cb61e.png "Q@~2R~6G01YDJ$O]ARS5L$N")

আমাদের প্রতিষ্ঠান
_02")
")
")
")
প্যাকেজিং
1, শক্ত কাগজ প্যাকিং
2, কাঠের বাক্স
3, প্লাস্টিকের ব্যাগ
4, আপনার প্রয়োজনীয়তা হিসাবে

শেনঝেন গর্ব শিল্পকৌশল সংস্থা, লিমিটেড
টেলি:+8618666663894
ফ্যাক্স:+86-917-3387002
মব:+86-755-23699351
ই-মেইল:crush@pride-cnc.com
যোগ করুনব্লক ডি
সর্বশেষ সংবাদ
পার্টস ড্রিলিং এবং টেপিংয়ের প্রক্রিয়াজাতকরণ পরিকল্পনা
তুরপুন করার সময়, একটি বিশেষ টাইটানিয়াম মিশ্রণ দ্বারা প্রসেস করা একটি উচ্চ-গতির ইস্পাত ড্রিল বিট নির্বাচন করুন এবং কোরটি আরও ঘন করা এবং এর দৈর্ঘ্য হ্রাস করে কঠোরতা বৃদ্ধি করুন। কোবাল্ট বিটটি 1-1.5 মিমি ড্রিল করা হলে, সরঞ্জামটি প্রত্যাহার করা হবে, এবং তারপরে ড্রিলিংয়ের পরে সরঞ্জামটি প্রত্যাহার করা হবে। তাপ অপচয়, তৈলাক্তকরণের অবস্থার উন্নতি এবং স্থিতিস্থাপকতা হ্রাস করতে। ড্রিলকে খাওয়ানো ছাড়াই গর্তে ঘুরতে দেবেন না, যাতে কাজের শক্ত না হয়। প্রকৃত প্রক্রিয়াকরণে, পরিমাপ করা গর্ত ব্যাস ড্রিল ব্যাসের চেয়ে প্রায় 0.1 মিমি ছোট। এটি টাইটানিয়াম খাদ সামগ্রীর অন্যতম বৈশিষ্ট্য। অতএব, স্ট্যান্ডার্ড ব্যাসের চেয়ে প্রায় 0.1 মিমি ব্যাসের একটি ড্রিল ড্রিলিংয়ের জন্য ব্যবহার করা যেতে পারে। ড্রিলিংয়ের আগে সেন্টার ড্রিলটি প্রয়োজনীয়। টেপ করার সময়, নিম্নলিখিত দুটি উপায়ে প্রসেসিং এফেক্টটি উন্নত করা যায়
(1) ফিড ট্যাপের কাঠামোটি কলটির অনমনীয়তা উন্নত করে এবং প্রক্রিয়াজাত উপাদানগুলির সাথে যোগাযোগের ক্ষেত্রটিকে হ্রাস করে। পদ্ধতিটি শঙ্কু কোরকে আরও ঘন করা, চিপস এবং র্যাকের মুখের মধ্যে ঘর্ষণকে হ্রাস করা, 8-10 ডিগ্রি হয়ে ট্যাপের র্যাক কোণ নির্বাচন করুন, প্রক্রিয়াকরণের সময় ট্যাপের পিছনের কোণটি বাড়ানো এবং চিপ বাঁশি প্রশস্ত করা, প্রস্থ হ্রাস করা প্রান্ত বৈষম্য, স্কিপিং ট্যাপ ব্যবহার করুন ইত্যাদি। এছাড়াও, সর্পিল খাঁজটি নলের তীক্ষ্ণতা বাড়াতে পারে, কাটিয়া শক্তি হ্রাস করতে পারে, কলটি ভাঙ্গা থেকে আটকাতে এবং প্রক্রিয়াজাতকরণের মান উন্নত করতে পারে; এটি চিপ অপসারণের পক্ষে উপযুক্ত, যাতে ট্যাপানিয়াম চিপগুলি সর্পিল খাঁজ বরাবর ওয়ার্কপিসের বাইরের দিকে স্রাব হতে পারে, ট্যাপ জ্যাম এড়ানো এবং প্রক্রিয়াজাতকরণের অবস্থার উন্নতি করতে পারে; তরল সহজেই কাটিয়া জায়গায় প্রবেশ করতে পারে, এবং ব্রাইডল কলের শীতলকরণ এবং তৈলাক্তকরণের সুবিধাগুলি উন্নত করা হয়। প্রক্রিয়া চলাকালীন এটি নিশ্চিত করা হয়েছিল যে একটি সর্পিল খাঁজ দিয়ে একটি মেশিন আলতো চাপ দিয়ে মেশিনিং কেন্দ্রে এম 3 এর উপরে থ্রেডযুক্ত গর্তগুলি ট্যাপ করার সময় সন্তোষজনক ফলাফল অর্জন করা যেতে পারে processing
(থ্রেডেড নীচের ছিদ্র নকশার জন্য 2 সহনশীলতার প্রয়োজনীয়তাগুলি থ্রেডেড নীচের গর্তটির ব্যাস সহনশীলতার জন্য প্রয়োজনীয়তা দরকার the থ্রেড যথার্থতার প্রয়োজনীয়তার সাথে মিল রেখে, থ্রেডেড নীচের গর্তটি যতদূর সম্ভব থ্রেডের উপরের পার্থক্য পর্যন্ত প্রক্রিয়া করা উচিত) অপ্রাপ্তবয়স্ক ব্যাস।যদি প্রয়োজন হয়, তুরপুনের পরে গর্তটি ড্রিল করা যায়। সহনশীলতার প্রয়োজনীয়তাগুলি পূরণ করতে, যখন টাইটানিয়াম খাদ সামগ্রীগুলি তুরপুন করা হয়, নীচের গর্তের চেয়ে প্রায় 0.1 মিমি ব্যাসের সাথে একটি ড্রিল রিবাউন্ড পরিমাণ এবং একটি তীক্ষ্ণ অফসেট করতে হয় থ্রেডেড নীচের গর্তটির পৃষ্ঠতল শক্তকরণ স্তর কমাতে নীচের গর্তটি ড্রিল করতে অবশ্যই ড্রিল ব্যবহার করা উচিত। কেন্দ্রে একটি থ্রেডেড গর্তটি ট্যাপ করার সময় স্পিন্ডল এবং ফিডের মধ্যে সমন্বয় ত্রুটিটি অফসেট করার জন্য একটি ভাসমান টেপিং কোলেট প্রয়োজন হয় এবং ট্যাপিংয়ের নির্ভুলতা বাড়ানোর জন্য নীচের গর্তটির শেষটি ট্যাপিংয়ের আগে চ্যাম্পার্ড হয়। মসৃণ কাটিয়া নিশ্চিত করতে একটি ধীর গতি চয়ন করুন
(3) তার এবং তুরপুন জন্য ব্যবহৃত কুল্যান্ট একই। এটি ক্লোরিন কুল্যান্ট ব্যবহার করার পরামর্শ দেওয়া হয় না। কারণ কাটিয়া প্রক্রিয়াতে, কাটিয়া তরল উচ্চ তাপমাত্রায় হাইড্রোজেন নিঃসরণের জন্য পচে যায়, যা টাইটানিয়াম দ্বারা শোষিত হওয়ার পরে হাইড্রোজেন এম্বিটলেটমেন্ট ঘটায়। একই সময়ে, ক্লোরিন উচ্চ তাপমাত্রা চাপ জারা টাইটানিয়াম খাদ ক্র্যাকিং কারণ হতে পারে। অগভীর গর্তগুলি তুরপুন করার সময়, গভীর গর্তগুলি ড্রিল করার জন্য বৈদ্যুতিক কাটিয়া তরল ব্যবহার করা যেতে পারে। এন 32 মেশিন তেল এবং কেরোসিন ব্যবহার করার সময়, অনুপাতটি 31.5 এবং ভলকানাইজড কাটিয়া তরলও ব্যবহার করা যেতে পারে। টাইটানিয়াম খাদ প্রক্রিয়াজাতকরণের জন্য শীতল তরল কাটার সরঞ্জামগুলির জীবন দীর্ঘায়িত করার জন্য উপযুক্ত। সরঞ্জামগুলি, ফিক্সচারগুলি বা অস্থায়ী বন্ধনকারীদের জন্য টাইটানিয়াম মিশ্রণের জন্য লো গলনাঙ্ক ধাতু এবং তাদের অ্যালো, সিসা বা দস্তা-ভিত্তিক মিশ্র, তামা-টিন এবং ক্যাডমিয়াম-ভিত্তিক মিশ্রণগুলি ব্যবহার করা নিষিদ্ধ পরিষ্কার এবং ময়লা মুক্ত। সীসা, জিঙ্ক টিন এবং ক্যাডমিয়ামের মতো লো গলনাঙ্ক ধাতুগুলিকে প্রক্রিয়াজাত টাইটানিয়াম খাদের পৃষ্ঠের উপরে থাকতে দেওয়া হয় না। যদি কোনও অবশিষ্টাংশ থাকে তবে এটি হাইড্রোফ্লোরিক অ্যাসিড এবং ফেরাস সালফেট দ্রবণ দিয়ে সাবধানে পরিষ্কার করা উচিত। টাইটানিয়াম মিশ্রণ ওয়ার্কপিসগুলি লোড এবং আনলোড করার সময়, লবণ স্ট্রেস জারা এবং টাইটানিয়াম খাদ ওয়ার্কপিসের ফ্র্যাকচার এড়াতে গ্রিজ এবং ফিঙ্গারপ্রিন্ট দূষণ রোধ করা প্রয়োজন
গরম ট্যাগ: লেজার কাটিং ব্রাস এভিয়েশন স্টেইনলেস অংশ দীর্ঘ অভ্যন্তরীণ থ্রেডযুক্ত নল এক্রাইলিক, চীন, নির্মাতারা, সরবরাহকারী, কারখানা, পাইকারি, কাস্টমাইজড, চীন এ তৈরি
আগে
কোন তথ্য নেইNext2
কোন তথ্য নেইঅনুসন্ধান পাঠান
তুমি এটাও পছন্দ করতে পারো





